





Cathodic electrocoating (e-coating / KTL) is one of the most widely used methods of corrosion protection for metal components in the automotive industry. Its key advantage lies in the uniform coating layer that adheres closely to the substrate and offers long-term resistance to moisture, salt, and mechanical stress. To ensure these properties are consistently achieved, the entire coating process must be carefully controlled. At APP, where production exceeds 10 million m² of coated surface annually, quality control is an integral part of every step.
In-house testing as part of production
Through a comprehensive system of testing and measurement, we actively ensure quality rather than leaving it to chance. At APP, testing is directly integrated into the KTL production line. It goes beyond final inspection of finished parts – testing is continuous and verifies both process parameters and the properties of the resulting coating layer. Technicians monitor factors such as coating adhesion, layer thickness, and surface characteristics to ensure compliance with the demanding standards of the automotive industry.
What we test on coated surfaces – and why
Each vehicle manufacturer has specific technical requirements for surface treatments. APP processes therefore comply with a wide range of standards – from general industry norms (such as IATF 16949 for automotive) to specific OEM requirements of the manufacturers we work with. Coating performance is verified using several types of tests:
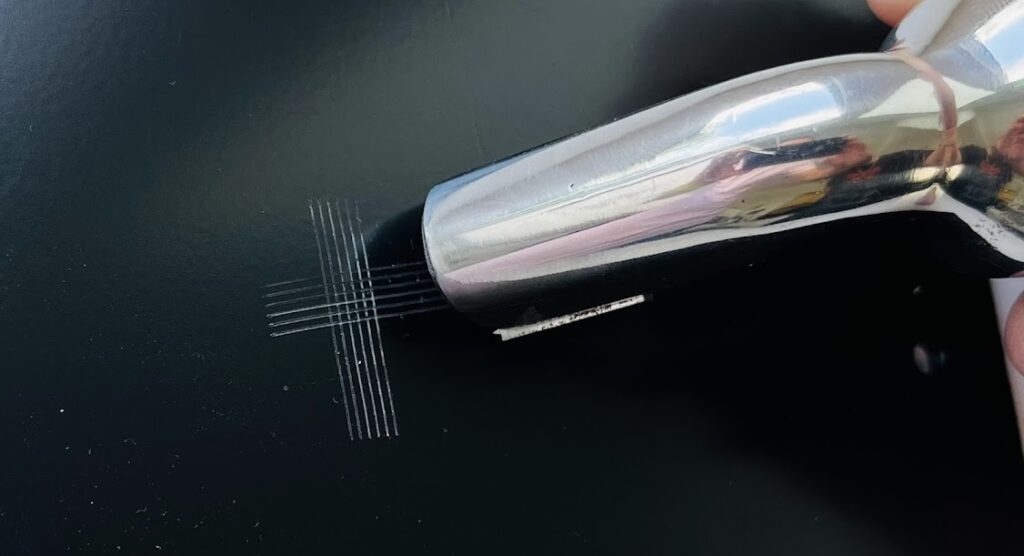
Cross-cut adhesion test
A fine grid is cut into the coating layer. Adhesive tape is applied and then quickly removed. The extent to which the coating detaches indicates how well it adheres to the substrate.
IBMK test
The coated surface is rubbed with a solvent-soaked pad. This test evaluates the resistance of the coating and verifies whether it has been properly cured. Any surface degradation indicates insufficient curing.
Coating thickness measurement
If the coating is too thin, it may not provide sufficient protection against moisture and corrosion. If too thick, it can lead to surface irregularities or affect functional dimensions such as contact surfaces or assembly joints.
Automotive manufacturers therefore define precise acceptable thickness ranges.
Surface tension control
Surface tension influences how the coating spreads across the component and how well it adheres. The goal is a continuous and uniform layer.
Corrosion testing
These tests simulate long-term exposure to moisture and aggressive environments, providing insight into how coated components will perform under real operating conditions.

What happens in the oven
After application, the coating is cured in an oven, where it gains its final properties. This process must follow a precisely defined combination of temperature and time, known as the curing window. If the component is under-cured or exposed to incorrect temperatures, properties such as adhesion and durability may be compromised. That is why curing parameters are monitored and evaluated with the same level of precision as the coating process itself.
Data as a key part of quality control
All tests and process parameters are recorded and stored digitally. This enables full traceability of individual production batches. In the automotive industry, such traceability is essential – manufacturers must be able to identify the origin of each component and the conditions under which it was produced. This documentation supports not only internal quality control but also customer audits and certification processes.
At APP, we coat millions of square metres every year – yet we stand behind the quality of every micron. This is only possible thanks to a robust system of in-house testing. If you are looking for a reliable partner for KTL coating or need guidance on surface treatment requirements, feel free to get in touch.



{kind=link}
{kind=link}
{kind=link}