





Die kathodische Tauchlackierung (KTL) zählt in der Automobilindustrie dank ihrer Eigenschaften zu den am meist verbreiteten Methoden für den Korrosionsschutz von Metallteilen. Die Endschicht haftet nämlich gleichmäßig auf dem Untergrund und ist langfristig gegen Feuchtigkeit, Salz oder mechanische Beanspruchung beständig. Um alle diese Anforderungen zu erfüllen, müssen wir den gesamten Lackierprozess sorgfältig überwachen. Wie gehen wir bei APP an die Qualitätskontrolle heran, wo das Produktionsvolumen jährlich mehr als 10 Millionen m² lackierte Fläche beträgt?
Interne Tests als Teil der Produktion
Dank unseres Prüf- und Messsystems überlassen wir die Qualität nicht dem Zufall, sondern verfolgen sie aktiv. Bei APP ist das Testen direkt mit dem Betrieb der KTL-Linie verbunden. Es geht jedoch nicht nur um die Kontrolle der fertigen Teile. Das Testen erfolgt fortlaufend und überprüft sowohl verschiedene Parameter des Prozesses selbst als auch die Eigenschaften der fertigen Lackschicht. Die Techniker überprüfen beispielsweise die Haftfestigkeit des Lacks, die Schichtdicke oder die Oberflächeneigenschaften. Auf diese Weise können wir sicher sein, dass sie den hohen Anforderungen der Automobilindustrie entsprechen.
Was wir alles an einer lackierten Oberfläche testen und warum
Jeder Fahrzeughersteller hat seine eigenen technischen Anforderungen hinsichtlich der Oberflächenbehandlung. Die Prozesse bei APP entsprechen daher einer ganzen Reihe dieser Standards – von allgemeinen Industrienormen (für die Automobilbranche ist dies die IATF 16949) bis hin zu den OEM-Spezifikationen der einzelnen Automobilhersteller, mit denen wir zusammenarbeiten. Die Eigenschaften des Lacks überprüfen wir anhand verschiedener Tests:
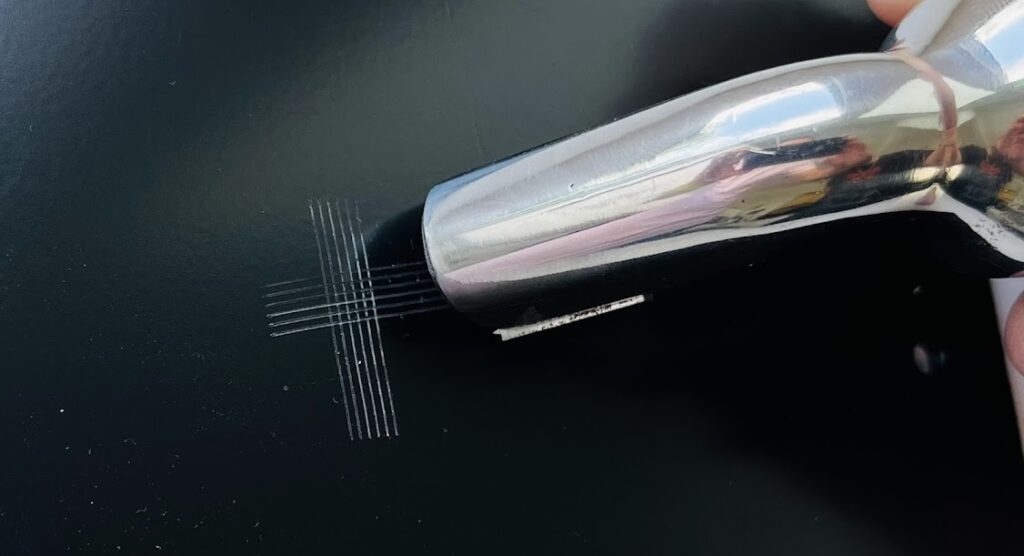
Gitterschnittprüfung
Die Lackschicht wird durch das Einschneiden eines feinen Gitters eingeritzt. Auf die so eingeritzte Oberfläche wird Klebeband geklebt und anschließend schnell abgezogen. Je nachdem, ob sich beim Abziehen des Klebebands auch ein Teil des Lacks mit ablöst, lässt sich erkennen, wie fest der Lack auf dem Untergrund haftet.
IBMK Test
Bei diesem Test wird die lackierte Oberfläche mit einem in Lösungsmittel getränkten Tupfer abgewischt. Der Test zeigt, wie widerstandsfähig die Lackschicht ist und ob sie beim Einbrennen richtig ausgehärtet ist. Sollte sich die Oberfläche bei Kontakt mit dem Lösungsmittel verändern oder zersetzen, war die Aushärtung nicht ausreichend.
Messung der Lackschichtdicke
Wenn die Schicht zu dünn ist, bildet sie möglicherweise keine ausreichende Barriere gegen Feuchtigkeit und korrosive Umgebungen. Eine zu dicke Lackschicht kann hingegen zu einer unebenen Oberfläche führen oder die Funktionsmaße bestimmter Teile beeinträchtigen (beispielsweise Auflageflächen oder Montageverbindungen).
Die Automobilhersteller legen daher genau fest, in welchem Bereich sich die Lackschichtdicke bewegen muss.
Kontrolle der Oberflächenspannung
Die Oberflächenspannung beeinflusst, wie sich der Lack auf der Oberfläche des Werkstücks verteilt und wie gut er auf dem Untergrund haftet. Das Ziel ist eine durchgehende und gleichmäßige Schicht.
Korrosionstests
Simulieren die langfristige Einwirkung von Feuchtigkeit oder aggressiven Umgebungsbedingungen und vermitteln einen Eindruck davon, wie sich das lackierte Bauteil unter realen Bindungen verhalten wird.

Was im Ofen geschieht
Nach dem Auftragen der Lackschicht folgt die Aushärtung im Ofen. Gerade in dieser Phase erlangt der Lack seine endgültigen Eigenschaften. Der Prozess muss innerhalb eines genau festgelegten Temperaturbereiches und Zeitraumes ablaufen, der als Einbrennfenster bezeichnet wird. Wenn das Teil zu kurz im Ofen war oder die Temperatur nicht richtig war, kann dies beispielsweise die Haftfestigkeit oder die Oberflächenbeständigkeit beeinträchtigen.
Gerade aus diesem Grund überwachen und bewerten wir die Einbrennparameter genauso sorgfältig wie den Lackiervorgang selbst.
Daten als Bestandteil der Qualitätskontrolle
Jeden Test sowie die überwachten Prozessparameter erfassen und speichern wir in digitaler Form. Dadurch sind wir in der Lage, Informationen zu konkreten Produktionschargen zurückzuverfolgen. In der Automobilindustrie ist eine solche Rückverfolgbarkeit eine gängige Anforderung – der Hersteller muss nachweisen können, aus welcher Charge ein Teil stammt und welche Prozessparameter bei dessen Herstellung gegolten haben. Die Dokumentation wird daher nicht nur für interne Kontrollen, sondern auch bei Kundenaudits oder Zertifizierungsprüfungen genutzt.
Bei APP lackieren wir jährlich Millionen Quadratmeter, und dennoch garantieren wir die Qualität jedes einzelnen Mikrometers. Das ist nur dank eines durchdachten Systems interner Tests möglich. Wenn Sie einen zuverlässigen Partner für die KTL-Lackierung suchen oder Beratung zu den Anforderungen an die Oberflächenbehandlung Ihrer Teile benötigen, zögern Sie nicht und wenden Sie sich an uns.



{kind=link}
{kind=link}
{kind=link}