





Kataforézní lakování (KTL) patří v automobilovém průmyslu díky svým vlastnostem mezi nejrozšířenější způsoby ochrany kovových dílů proti korozi. Výsledná vrstva totiž rovnoměrně přiléhá k podkladu a je dlouhodobě odolná vůči vlhkosti, soli nebo mechanickému namáhání. Aby všechny tyto parametry splňovala, musíme mít celý proces lakování pod pečlivým dohledem. Jak ke kontrole kvality přistupujeme v APP, kde objem výroby přesahuje 10 milionů m² lakované plochy ročně?
Interní testování jako součást výroby
Díky systému zkoušek a měření nenecháváme kvalitu náhodě, ale aktivně jí jdeme naproti. V APP je testování přímo napojené na provoz KTL linky. Nejde ale jen o kontrolu hotových dílů. Testování probíhá průběžně a ověřuje jak rozličné parametry samotného procesu, tak vlastnosti výsledné lakové vrstvy. Technici sledují například přilnavost laku, tloušťku vrstvy nebo vlastnosti povrchu. Díky tomu pak máme jistotu, že odpovídají náročným požadavkům automobilového průmyslu.
Co všechno na lakovaném povrchu testujeme a proč
Každý výrobce vozidel má vlastní technické potřeby pro povrchové úpravy. Procesy v APP proto odpovídají celé řadě těchto standardů – od obecných průmyslových norem (pro automotive je to IATF 16949) až po OEM specifikace jednotlivých automobilek, se kterými spolupracujeme. Vlastnosti laku ověřujeme pomocí několika typů zkoušek:
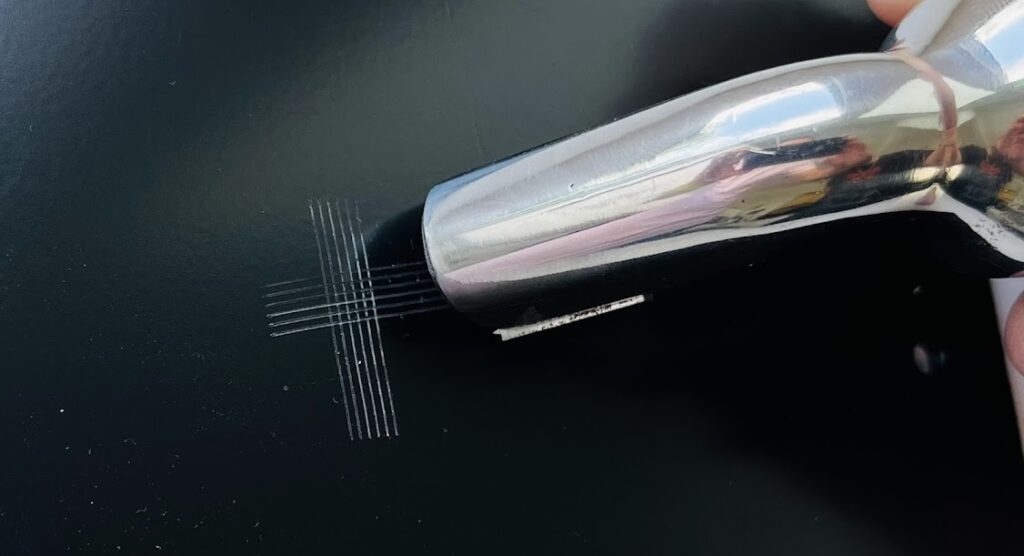
Mřížkový test přilnavosti
Lakovaná vrstva se naruší vyříznutím jemné mřížky. Na takto naříznutý povrch se přilepí lepicí páska a následně se rychle strhne. Podle toho, jestli se s páskou odlepí i část laku, lze poznat, jak pevně lak drží na podkladu.
IBMK test
Při něm se lakovaný povrch otírá tamponem navlhčeným rozpouštědlem. Test ukazuje, jak odolná je laková vrstva a také jestli byla při vypalování správně vytvrzená. Pokud by se povrch při kontaktu s rozpouštědlem začal měnit nebo narušovat, nebylo vytvrzení dostatečné.
Měření tloušťky lakového filmu
Pokud je vrstva tenká, nemusí vytvořit dostatečnou bariéru proti vlhkosti a korozivnímu prostředí. Příliš silný lak může naopak způsobit nerovnoměrný povrch nebo ovlivnit funkční rozměry některých částí dílu (například dosedací plochy nebo montážní spoje).
Automobilky proto přesně určují rozmezí, ve kterém se musí tloušťka lakové vrstvy pohybovat.
Kontrola povrchového napětí
Povrchové napětí ovlivňuje, jak se lak na povrchu dílu rozlévá a jak přilne k podkladu. Cílem je souvislá a rovnoměrná vrstva.
Korozní testy
Simulují dlouhodobé působení vlhkosti nebo agresivního prostředí a dávají představu o tom, jak se lakovaný díl bude chovat v reálném provozu.

Co se děje v peci
Po nanesení lakové vrstvy přichází na řadu vytvrzení v peci. Právě v této fázi získává lak své finální vlastnosti. Proces musí probíhat v přesně určeném rozmezí teplot a časů, kterému se říká vypalovací okno. Pokud by byl díl v peci příliš krátce, nebo by teplota nebyla správná, může to ovlivnit například přilnavost nebo odolnost povrchu.
Právě proto parametry vypalování sledujeme a vyhodnocujeme stejně pečlivě jako samotné lakování.
Data jako součást kontroly kvality
Každý test i sledované parametry procesu zaznamenáváme a ukládáme v digitální podobě. Díky tomu jsme schopni zpětně dohledat informace o konkrétních výrobních šaržích. V automobilovém průmyslu je taková dohledatelnost běžným požadavkem – výrobce musí být schopen doložit, z jaké šarže díl pochází a jaké procesní parametry při jeho výrobě platily. Dokumentace se proto využívá nejen pro interní kontrolu, ale také při zákaznických auditech nebo certifikačních kontrolách.
V APP lakujeme miliony metrů čtverečních ročně, a přesto ručíme za kvalitu každého mikronu. To je možné jen díky promyšlenému systému interních testů. Pokud hledáte spolehlivého partnera pro KTL lakování, nebo potřebujete konzultovat požadavky na povrchovou úpravu svých dílů, neváhejte se na nás obrátit.



{kind=link}
{kind=link}
{kind=link}